以下是:铜片止水厂家公司的产品参数
以下是:铜片止水厂家公司的图文视频
铜片止水厂家公司,兴泰工程材料有限公司专业从事铜片止水厂家公司,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,发货地:莱芜高新区发货到福建省 泉州市 鲤城区、丰泽区、洛江区、泉港区、惠安县、安溪县、永春县、德化县、金门县、石狮市、晋江市、南安市,以下是铜片止水厂家公司的详细页面。 福建省,泉州市 泉州市,简称“泉”或“鲤”,福建省辖地级市,被誉为中国品牌之都,Ⅱ型大城市,二线城市,是福建省人民政府批复确定的海峡西岸经济区中心城市之一、现代化工贸港口城市,是联合国认定的海上丝绸之路起点,列入“一带一路”倡议的21世纪海上丝绸之路先行区,地处中国华东地区,介于东经117°25′—119°05′,北纬24°30′—25°56′之间,北承福州市、莆田市,南接厦门市,东望台湾岛。属亚热带海洋性季风气候,气候条件优越。截至2022年10月,全市辖4个市辖区、5个县,代管3个县级市。截至2022年底,全市常住人口887.9万人。
准备好领略铜片止水厂家公司产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:铜片止水厂家公司的图文介绍



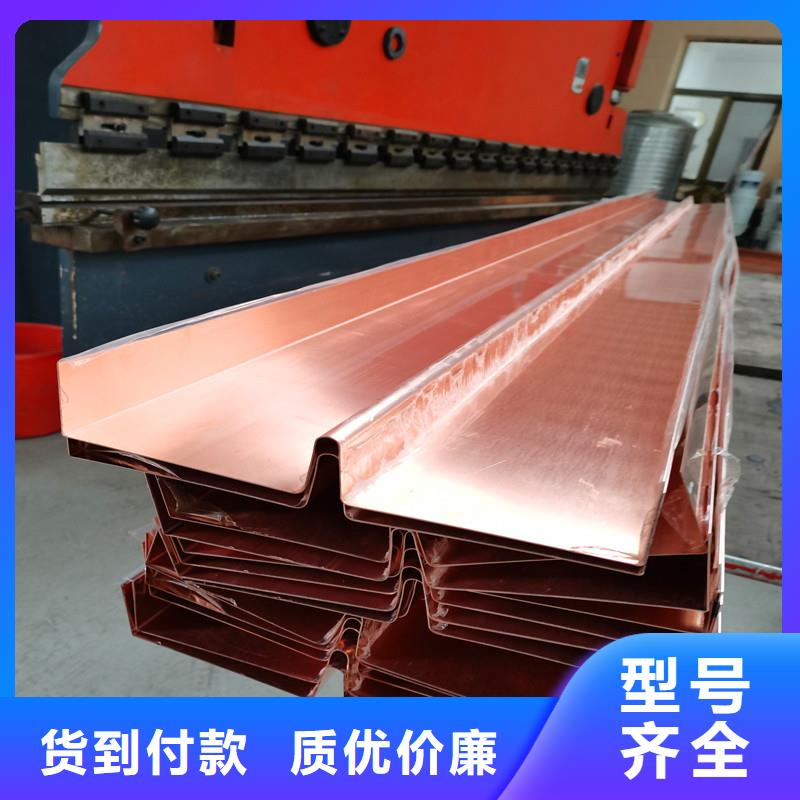
隧道止水,采用铜止水和橡胶止水相结合的方法,福建泉州铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。  铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。



兴泰工程材料有限公司长期致力于 福建泉州网状聚丙烯纤维的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 福建泉州网状聚丙烯纤维产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 福建泉州网状聚丙烯纤维产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。


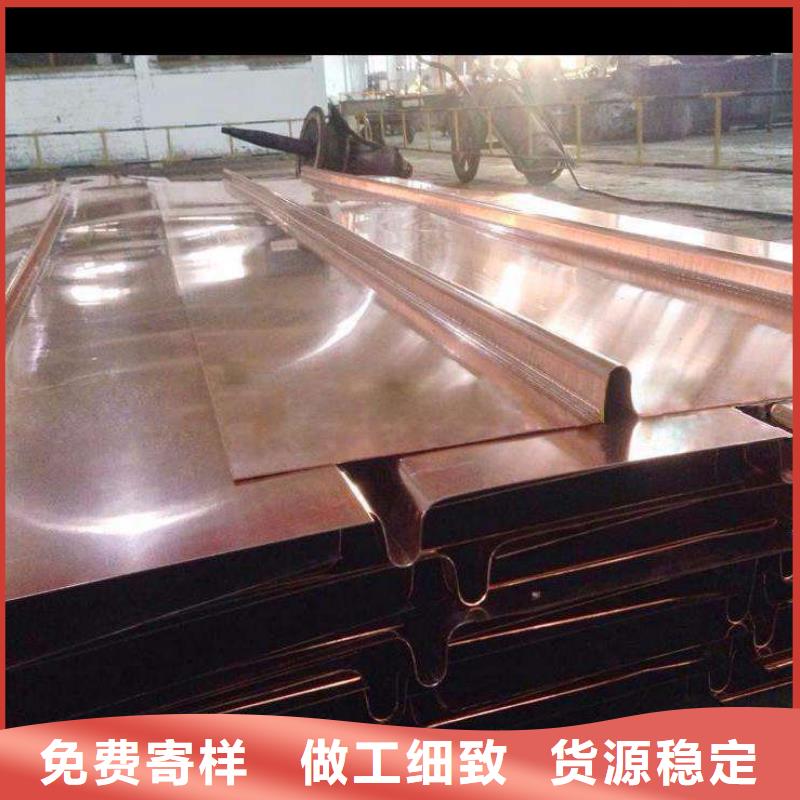
止水铜板使用前的保护工作大致分为以下两部分,福建泉州铜止水通常需要出厂厂家与购买方的协作才能完成。 关于止水铜板的运输工作铜止水 根据我公司的市场调查以及与客户沟通过程中发现,止水铜板的运输过程及到现场后的保护措施,依然为大部分人所疏忽。初次采购止水铜板的采购人员在与止水铜板厂家达成协议后,并不关心整个运输过程。正规的厂家在运输前会对止水铜板认真开展打包工作,通常会使用统一规格的木方打包后再进行包裹,同时对边角采取保护措施,防止碰撞挤压。止水铜板的打包工作结束后才装车运输,运输过程中将有专门跟踪物流的管理人员,时刻监视运输方向,有问题及时反馈,确保每一车止水铜到达指定现场。 关于止水铜板现场准备工作 止水铜板到达后,买方提货即完成本次交易。虽然已完成交易,但融能金属公司以良好的售后服务为基准,以崇高的企业宗旨为重心,尽可能地确保每一批止水铜板发挥出 止水功效,力争为水利建设助一臂之力,在此,为合作过止水铜板的各个项目工程,提出止水铜板到达现场后的保护建议: 1.做好对止水铜板的防晒工作,避免阳光直射,远离热源,防油污,防变形。如不急需使用,暂时勿拆包装。(运输前的打包包装可防晒防变形) 2.检查好止水铜板的合格证(质检报告)、营业执照等必备。(融能金属公司齐全将随货同时寄出) 3. 为确保我公司的止水产品达到 利用率,务必使用专业从事人员,焊接工人必须持证上岗,焊接工艺将直接影响止水效果。



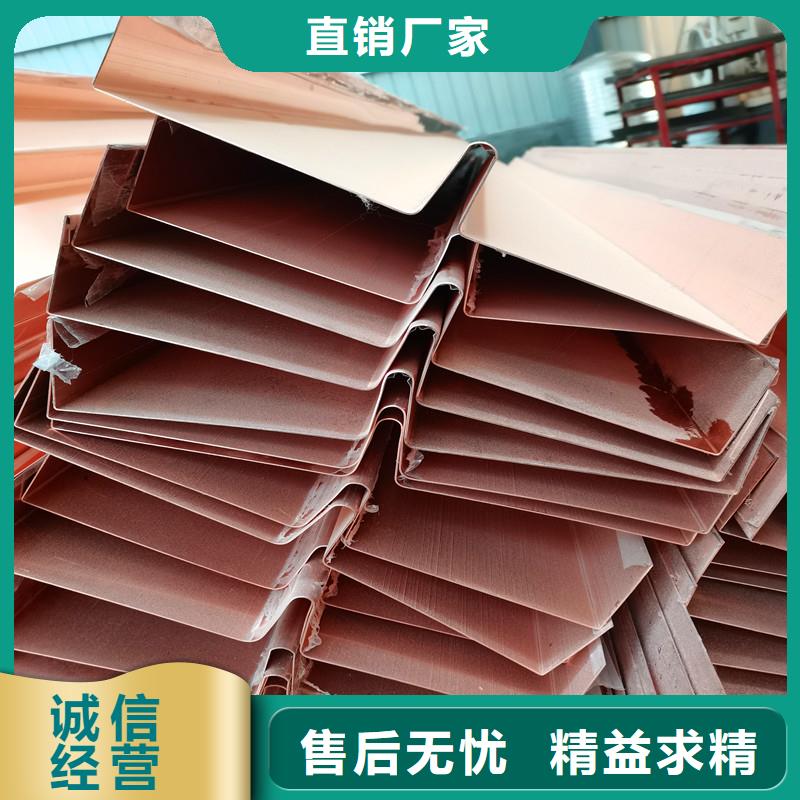
铜止水片(是由紫铜或纯铜生产加工而成),福建泉州铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
铜片止水厂家公司_兴泰工程材料有限公司,固定电话:15318168555,移动电话:15318168555,联系人:张经理,QQ:2028098034,高新区 发货到 福建省泉州市。